Каким паяльником паять материнскую плату?
Чем и как паять микросхемы
Современные радиоэлектронные устройства невозможно представить без микросхем – сложных деталей, в которые, по сути, интегрированы десятки, а то и сотни простых, элементарных компонентов.
Микросхемы позволяют сделать устройства легкими и компактными. Рассчитываться за это приходится удобством и простотой монтажа и достаточно высокой ценой деталей. Цена микросхемы не играет важной роли в формировании общей цены изделия, в котором она применяется. Если же испортить такую деталь при монтаже, при замене на новую стоимость может существенно увеличиться. Несложно припаять толстый провод, большой резистор или конденсатор, для этого достаточно владения начальными навыками в пайке. Микросхему же надо припаивать совсем иным способом.
Чтобы не произошло досадных недоразумений, при пайке микросхем необходимо пользоваться определенными инструментами и соблюдать некоторые правила, основанные на многочисленном опыте и знаниях.
Оборудование для пайки
 Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Паяльник для пайки микросхем должен быть маломощным, желательно рассчитанным на напряжение питания 12 В. Жало такого паяльника должно быть остро заточено под конус и хорошо облужено.
Для выпаивания микросхем может быть применен вакуумный оловоотсос – инструмент, позволяющий поочередно очищать ножки на плате от припоя. Этот инструмент представляет собой подобие шприца, в котором поршень подпружинен вверх. Перед началом работ он вдавливается в корпус и фиксируется, а когда необходимо, освобождается нажатием кнопки и под действием пружины поднимается, собирая припой с контакта.

Более совершенным оборудованием считается термовоздушная станция, которая позволяет осуществлять и демонтаж микросхем и пайку горячим воздухом. Такая станция имеет в своем арсенале фен с регулируемой температурой потока воздуха.
Очень востребован при пайке микросхем такой элемент оборудования, как термостол. Он подогревает плату снизу, в то время, как сверху производятся действия по монтажу или демонтажу. Опционально термостол может быть оснащен и верхним подогревом.

В промышленных масштабах пайка микросхем осуществляется специальными автоматами, использующими ИК-излучение. При этом производится предварительный разогрев схемы, непосредственно пайка и плавное ступенчатое охлаждение контактов ножек.
В домашних условиях
 Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Как правило, чтобы припаять ножки микросхемы, используют паяльник или паяльный фен.
Работа паяльником осуществляется с помощью обычного припоя или паяльной пасты.
В последнее время стал чаще применяться бессвинцовый припой для пайки с более высокой температурой плавления. Это необходимо для уменьшения вредного действия свинца на организм.
Какие приспособления потребуются
 Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Если микросхема новая и выполнена в BGA-корпусе, то припой уже нанесен на ножки в виде маленьких шариков. Отсюда и название – Ball Grid Array, что означает массив шариков. Такие корпуса предназначены для поверхностного монтажа. Это означает, что деталь устанавливается на плату, и каждая ножка быстрым точным действием припаивается к контактным пятачкам.
Если же микросхема уже использовалась в другом устройстве и используется как запчасти, бывшие в употреблении, необходимо выполнить реболлинг. Реболлингом называется процесс восстановления шариков припоя на ножках. Иногда он применяется и в случае отвала – потери контакта ножек с контактными пятачками.
Для осуществления реболлинга понадобится трафарет – пластина из тугоплавкого материала с отверстиями, расположенными в соответствии с расположением выводов микросхемы. Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Паяльная паста и флюс
 Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для этого используется флюс – вещество, растворяющее оксидную пленку и защищающее жало от окисления до покрытия припоем во время пайки микросхемы.
Наиболее распространенный флюс – сосновая канифоль в твердом, кристаллическом виде. Но, чтобы припаять микросхему, такой флюс не годится. Ножки ее и контактные пятачки обрабатывают жидким флюсом. Его можно сделать самостоятельно, растворив канифоль в спирте или кислоте, а можно купить готовый.

Припой в этом случае удобнее использовать в виде присадочной проволоки. Иногда он может содержать внутри флюс из порошковой канифоли. Можно приобрести готовый паяльный набор для пайки микросхем, включающий в свой состав канифоль, жидкий флюс с кисточкой, несколько видов припоя.

При осуществлении реболлинга используется паяльная паста, представляющая собой основу из вязкого материала, в которой содержатся мельчайшие шарики припоя и флюса. Такая паста наносится тонким слоем на ножки микросхемы с обратной стороны трафарета. После этого паста разогревается феном или инфракрасным паяльником до расплавления припоя и канифоли. После застывания, они образуют шарики на ножках микросхемы.
Порядок проведения работ
 Перед началом работ необходимо подготовить все инструменты, материалы и приспособления, чтобы они были под рукой.
Перед началом работ необходимо подготовить все инструменты, материалы и приспособления, чтобы они были под рукой.
При монтаже или демонтаже плату можно расположить на термостоле. Если для демонтажа используется паяльный фен, то для исключения его воздействия на другие компоненты, нужно их изолировать. Сделать это можно установкой пластин из тугоплавкого материала, например, полосок, нарезанных из старых плат, пришедших в негодность.
При использовании для демонтажа оловоотсоса процесс происходит аккуратнее, но дольше. Оловоотсос «заряжается» при очистке каждой ножки. По мере заполнения кусками застывшего припоя, его нужно очищать.



Есть несколько правил пайки, которые следует обязательно исполнять:
- паять микросхемы на плате надо быстро, чтобы не перегреть чувствительную деталь;
- можно каждую ножку во время пайки придерживать пинцетом, чтобы обеспечить дополнительный теплоотвод от корпуса;
- при монтаже с помощью фена или инфракрасного паяльника, необходимо следить за температурой детали, чтобы она не поднималась выше 240-280 °C.
Радиоэлектронные детали очень чувствительны к статическому электричеству. Поэтому при сборке лучше использовать антистатический коврик, который подкладывается под плату.
Зачем сушить чипы
 Чипами называют микросхемы, заключенные в BGA-корпусах. Название, видимо, пошло еще от аббревиатуры, означавшей «Числовой Интегральный Процессор».
Чипами называют микросхемы, заключенные в BGA-корпусах. Название, видимо, пошло еще от аббревиатуры, означавшей «Числовой Интегральный Процессор».
По опыту использования у профессионалов существует устойчивое мнение, что при хранении, транспортировке, пересылке, чипы впитывают в себя влагу и во время пайки она, увеличиваясь в объеме, разрушает деталь.
Действие влаги на чип можно увидеть, если нагреть последний. На поверхности его будут образовываться вздутия и пузыри еще задолго до того, как температура поднимется до значения, достаточного для расплавления припоя. Можно только представить, что же происходит внутри детали.
Чтобы избежать нежелательных последствий наличия влаги в корпусе чипа, при монтаже плат осуществляется сушка чипов перед пайкой. Эта процедура помогает удалить влагу из корпуса.
Правила сушки
 Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Температуру сушки необходимо контролировать, чтобы не допустить перегрева и выхода детали из строя.
Если чипы были высушены и хранились до монтажа в обычных комнатных условиях, достаточно просушить их в течение 8-10 часов.
Учитывая стоимость деталей, очевидно, лучше провести сушку, чтобы с уверенностью приступать к монтажу, чем пытаться паять непросушенный чип. Неприятности могут обернуться не только денежными тратами, а еще и потерянным временем.
Паяльник для пайки микросхем
Автор: Игорь
Дата: 25.03.2018
- Статья
- Фото
- Видео
Пайка является неотъемлемой частью ремонта оборудования с микросхемами и его создания. Это достаточно сложный процесс, которые требует наличия специального оборудования, так как здесь ведется работа с достаточно мелкими деталями. Паяльник для микросхем заметно отличается от того, который нужен для спаивания проводов. Его размеры заметно меньше, чем крупные модели для обыкновенных операций, а также жало обладает тонкой заточкой. Могут встречаться варианты со специальными видами заточек, которые рассчитаны преимущественно на выпаивание.
Паяльник электрический для микросхем является необходимым инструментом мастера по ремонту и любителя радиотехники. Модели могут быть в различном ценовом сегменте с отличающимися характеристиками. В любом случае, это будет ручной инструмент, который позволит наносить тонкий слой припоя и нагревать детали для спаивания и выпаивания их из схемы. Многие разновидности являются узкопрофильными и предназначаются для одного вида работ.

Пайка микросхем паяльником
Особенности паяльников для микросхем 

Одной из главных особенностей таких моделей является форма жала. Именно наконечник является основным рабочим инструментом. В зависимости от его формы и прочих особенностей можно понять, как именно будет работать устройство и для каких целей оно предназначено. Форма не единственный параметр, выделяющий паяльник для электроники среди остальных. Размер становится еще одним фактором, выделяющим этот тип устройств на фоне остальных. Маленький паяльник для микросхем позволяет проводить основные операции для работы с ними, тогда как большие стандартные модели оказываются достаточно грубыми для такой работы. Это же сказывается на мощности изделия. Для каждого вида работ мощность должна быть соответствующей, чтобы ее хватало для расплавления контактов, но чтобы паяльник ничего не пережигал.
Виды паяльников для электроники
Основным различием, которое помогает разделить паяльники для электроники на разновидности, является вид нагревательного элемента, который в них используется. В последнее время технология производства позволяет выпускать множество разновидностей, которые отличаются друг от друга по характеристикам.
Нихромовые
Основным нагревательным элементом в таких паяльниках становится нихромовая проволока. Материал хорошо проводит электрические импульсы, что позволяет нагревать жало до нужной температуры достаточно быстро. Простые модели обладают спиралью, которая намотана на корпус не проводящий электричество. Чтобы проволока не теряла тепло, ее помещают в изоляторы. Подобные модели чаще всего применяются в бытовом непрофессиональном использовании.

- Паяльник для радиодеталей с нихромовым нагревательным элементом долго нагревается;
- Спираль быстро перегорает и ее приходится менять.
- Простота в использовании;
- Неприхотливость к внешним факторам;
- Высокая ударостойкость.
Керамические
Паяльник для пайки микросхем телефонов с керамическим нагревательным элементов использует специальные стержни, которые подсоединяются к контактам дающим напряжение. Благодаря воздействию напряжения керамика нагревается до нужной температуры.

- Тонкий паяльник для микросхем из керамики обладает длительным сроком эксплуатации;
- Быстро нагревается до нужной температуры.
- Высокая подверженность механическим повреждениям;
- Жало заменить невозможно, если оно как-либо повредиться.
Индукционные
Точечный паяльник индукционного типа обладает всеми необходимыми качествами для спаивания микросхем. В нем присутствует ферромагнитное покрытие, которое обеспечивает образование магнитного поля на жале, а также есть катушка индуктора. Его особенностью является то, что когда достигается максимальная температура, то нагрев прекращается. Когда температура начинает понижаться, подача электричества возобновляется. Это обусловлено ферромагнитными свойствами покрытия.

Внешний вид индукционного паяльника
- Наличие автоматического подогрева;
- Экономия энергии;
- Неприхотливость в эксплуатации.
- Чтобы подобрать оптимальное значение температуры нагрева, приходится менять наконечники, так как этот параметр поддерживается согласно точке Кюри.
Импульсные
Главным отличием данной модели является наличие частотного образователя, который имеет встроенный высокочастотный трансформатор. Сначала частота повышается, но через некоторое время она понижается до рабочего значения. Жало здесь является частью электрической цепи. Оно подключено к токосъемникам вторичной обмотки. Это обеспечивает прохождение больших токов сквозь обмотку и дает максимально короткое время нагревания. Функция нагрева включается тогда, когда нажимается соответствующая кнопка на паяльнике. Если ее отпустить, то устройство остывает.

- Хороший паяльник для микросхем нагревается практически мгновенно;
- Универсальность применения, как для крупных, так и для мелких деталей.
- Импульсный паяльник для пайки микросхем не может использоваться для длительной работы.
Характеристики популярных моделей
Жало для паяльника для микросхем является не единственным, на что стоит обращать внимание. Здесь собраны основные характеристики наиболее популярных моделей, использующихся для работы с микросхемами.
Период максимального нагрева: 3,3 минуты
Форма наконечника: конус
Период максимального нагрева: 10 минуты
Форма наконечника: конус
Период максимального нагрева: 7 минуты
Форма наконечника: клиновидная
Период максимального нагрева: 0,25 минуты
Форма наконечника: конус
Требования к паяльникам для радиодеталей
В среднем мощность паяльника должна быть около 10 Вт. Чем меньше будет данный параметр, тем больше шансов сохранить радиоэлементы в целости и сохранности. Не рекомендуется использовать очень мощные инструменты, поэтому одним из главных требованием является разумный подбор параметра относительно тех работ, для которых будет применяться устройство. Мощность паяльника для пайки микросхем может доходить и до 40 Вт, но профессионалы работают и с 4 Вт паяльником, если речь идет об особенно мелких деталях.
Жало должно быть крепким и хорошо очищаться. Как правило, это достаточно тонкие изделия, поэтому наличие крепкого материала является обязательным условием для долгосрочной работы. Здесь нередко используются материалы для жала, которые редко встречаются в больших паяльниках, что как раз и обусловлено данными требованиями.
Наличие дополнительных функций, кнопок отключения, расположенных на корпусе, специальных покрытий и прочих вещей определяется тем, для какой сферы предназначается паяльник. Все, что облегчит работы из вышеуказанных дополнений в определенной среде будет обязательным для конкретных моделях, где данная функция востребована.
Это касается преимущественно профессиональных устройств, так как бытовые будут значительно проще.»
Как выбрать хороший паяльник?
Рассматривая как выбрать паяльник для микросхем, стоит внимательно изучить следующие параметры устройства:
- Мощность. Чем ниже мощность изделия, тем проще будет работать, так как при высокой температуре есть риск перепалить схему. 10 Вт является оптимальным значением для работы.
- Напряжение. Зачастую напряжение в 220 В может испортить стандартную микросхему. В паяльниках встраивается блок питания, который понижает напряжение до 36В или даже 12В. Таким образом, лучшим выбором будут устройства с таким блоком питания.
- Толщина жала. Участки для пайки могут иметь размер в десятые доли миллиметра. Здесь подойдут конусообразные жала, толщина которых составляет 1 миллиметр и менее, что может зависеть от заточки.
- Терморегулятор. Для многих моделей наличие терморегулятора становится приятным дополнением. Очень важно во время работы сохранять постоянно одну и ту же температуру. Это дополнение помогает добиться нужного результата.
Производители
На современном рынке продукции можно встретить товары от следующих производителей:
- Rexant;
- Matrix;
- Sparta;
- Topex;
- Курс.
Заключение
Паяльники для пайки микросхем относятся к узкопрофильным устройствам, но этот профиль очень широко распространен. Специалисты по ремонту, любители электроники и люди, паяющие сами микросхемы, не могут обойтись без хорошего специализированного паяльника. Разнообразие продукции на рынке с различными параметрами только подтверждает востребованность данной сферы.
Как выбрать электропаяльник

Как выбрать электропаяльник

Появилась необходимость соединить несколько проводов между собой? Нужно срочно отремонтировать бытовой прибор или гаджет? Автомобиль вошёл в почтенный возраст и требует постоянного ремонта в гараже? Ребёнок настойчиво просит купить радиотехнический конструктор? А может по служебной необходимости пришлось осваивать смежную сферу — радиоэлектронику? Что ж, значит настала пора приобретать паяльник. А какие они бывают и чем же они отличаются друг от друга, мы и рассмотрим.
Типы паяльников

Каких только нет паяльников — классические электрические, газовые, инфракрасные, термовоздушные, индукционные, импульсные и ещё множество других. Существует достаточно большое количество людей, которые научились виртуозно обращаться с некоторыми из них, например, импульсными или газовыми моделями, причём выполняют ими большинство точных работ, в том числе пайку планарных компонентов. И всё же абсолютное большинство как инженеров, так и обычных людей применяют в своей повседневной работе электрические паяльники со сменными стержнями, так как они удобные, очень лёгкие и относительно дешёвые. Подавляющее большинство из них выпускают двух типов: слюдопластовые и керамические.

Оба этих типа обладают как несомненными достоинствами, так и определёнными недостатками. У первых нихромовая проволока наматывается на диэлектрический теплопроводящий цилиндр (обычно из слюды, керамики или стеклоткани), внутрь которого вставляется паяльный стержень. Спираль в таких паяльниках находится снаружи, и поэтому большая часть тепла не используется, что и приводит к низкому КПД. Также у него довольно маленький ресурс, что при профессиональной работе в беспрерывном режиме приводит к частой замене инструмента либо к необходимости приобретать дополнительные приспособления в виде регулятора мощности для режима ожидания. С другой стороны они не боятся механических ударов и очень дёшевы в производстве, так как технология их изготовления за многие десятилетия достаточно отработана и оптимизирована.

У второго типа керамический нагревательный цилиндр вставляется в полое жало, за счёт чего заметно увеличивается КПД и уменьшается время нагрева, также при аккуратном обращении срок службы таких паяльников на порядок превышает нихромовые. С другой стороны, эти модели достаточно хрупкие, что в корне изменяет манеру обращения с ним при работе, так например, очень рискованно (как это принято в слюдпластовых) стряхивать припой с жала постукиванием. Технология производства таких моделей относительно новая, требует серьёзных вложений в заводское оборудование и поэтому они пока достаточно дорогие и выпускать их могут «не только лишь все».
Мощность

Для каждого вида работ в зависимости от размеров деталей и материалов их изготовления требуется своя определённая мощность. Так для пайки деталей поверхностного монтажа нужны аппараты с мощностью 3-10 Вт. Для запайки большинства радиокомпонентов в печатные платы или навесным монтажом подойдет паяльник 16 -25 Вт. Для хозяйственных и электрических работ в большинстве случаев подойдёт 40 Вт. Для пайки сетевых и автомобильных проводов, а также при работе с деталями толще двух миллиметров требуется мощность инструмента в районе 100 Вт. Для лужения и запайки старых радиаторов, кастрюль и прочих крупногабаритных металлических вещей — 150 Вт. Для пропайки крупных предметов, земляных полигонов, толстых проводов, мощных шасси — 250 Вт. Для строительных работ — 500 Вт. Размер паяльного стержня и мощность, как правило, находятся в соответствии друг с другом, то есть, чем меньше жало, тем меньше у него способность накапливать тепловую энергию и поддерживать её при работе, так как при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла.
Стоит заметить, что паяльники, кроме различной мощности, выпускаются на различное напряжение питания. Наиболее востребованными являются напряжения 6 В, 12 В, 36 В, 220 В. Чем ниже напряжение, тем безопаснее паяльник для человека и некоторых радиокомпонентов, однако для всех напряжений ниже 220 В требуются преобразователи (трансформаторы).
Температура

Для различных видов паяльных работ требуется своя температура, которая выбирается в соответствии с термопрофилем спаиваемых деталей и выбранным припоем. Так например, микродеталям поверхностного монтажа требуется нагрев
260-270°С, мелким радиодеталям около
300 °С, большим — около
350 °С. Более высокая температура
700 — 800 °С используется совместно с тугоплавкими припоями для пайки бронзы, стали, серебра, а также там, где место пайки испытывает значительные деформации, вибрации и удары. Для корректной установки температуры паяльника и выбора припоя следует иметь в виду, что при классической пайке жало нагрето больше на
40-80°С, чем паяемые детали, а те, в свою очередь, больше на 20-40°, чем припой.
Для того, чтобы детали прочно соединились между собой и пайка была качественной, необходимо соответствие выбранного припоя температуре пайки, так как недогрев и перегрев паяльника кардинально ухудшит качество соединения — в первом случае припой не сможет расплавиться полностью, а в последнем флюс испарился раньше, чем успеют припаяться элементы. Таким образом, к выбору припоя нужно подходить осознанно, благо ассортимент достаточно широк от легкоплавких, например сплава Вуда (
94°С) до бессвинцовых припоев с температурой плавления
400°С и более. Температура нагрева серийно выпускаемых паяльников в основном зависит от его конструкции и мощности, а наиболее массовые модели нагреваются примерно до
Наконечник (жало)

Жало является очень важным элементом паяльника, основой его качественной работы, и первым, на что обращают внимание при работе. От его параметров зависит скорость, надёжность и удобство пайки, поэтому к его выбору необходимо отнестись крайне внимательно. Качественное жало должно обладать хорошей теплопроводностью, достаточной прочностью, защищённостью от окисления, долговечностью и т.д. Эти требования, зачастую, хорошо выполняются по отдельности у разных металлов, но, как правило,вызывают значительные трудности при попытке удовлетворить их все одновременно. Так, например, медный наконечник обладает отличной теплопроводностью, но очень быстро окисляется, покрывается слоем окалины и изнашивается, причём, чем активней флюс, тем сильнее износ. Для восстановления формы и дальнейшей защиты такого жала его необходимо периодически затачивать, а затем покрывать слоем припоя или лудить.
Процесс поиска идеального жала происходит перманентно. Так, в попытке улучшить характеристики медного жала, постоянно происходит поиск оптимального состава сплавов или вариантов расположения слоёв разных металлов, когда состав стержня отличается либо по длине (основная часть, например, из меди, стали или керамики, а кончик из серебра, никеля или сплавов меди), либо по толщине (когда сердцевина из одного материала, а покрытие однослойное или многослойное из других, что увеличивает защиту от воздействия активного флюса и износа). Однако, в таком варианте классическая манера и техника работы с захватом капли припоя и перенесением её затруднена, поэтому пайка обычно осуществляется «с подачей», когда припой с флюсом в форме проволоки подносится непосредственно к точке спайки без удержания его на жале. Это очень удобно для промышленного производства и использования на конвейере, а при ручной пайке такой способ требует некоторых навыков, а также фиксации и неподвижности всех элементов, так как обе руки будут заняты. При этом такие жала требуют очень аккуратного и бережного обращения, их нельзя подвергать перегреву или применять к ним какие-то усилия, они не должны подвергаться воздействию абразивов (напильников), ими нельзя отгибать загнутые выводы деталей, кроме того, теплопроводность у них несколько ниже, поэтому припой хуже плавится, что, соответственно, требует увеличения температуры. Также ими не следует долго работать на максимальной температуре, так как это приводит к окислению рабочей кромки, которую станет крайне сложно залудить. Ещё их нельзя оставлять надолго без припоя и крайне желательно уменьшить температуру нагрева в простое. Очищают такие жала специальной влажной губкой.
Для различных видов работ важен не только материал изготовления жала, но и его форма, так как от неё зависит удобство работы. Самым универсальным и популярным является клин — наконечник с отличной теплопроводностью, работать им очень удобно, припой у него скапливается на кончике, паять можно как с подачей проволочного припоя, так и с кусковым. Таким наконечником можно паять как маленькие детали и ряды выводов современных микросхем, для которых лучше всего подходит остриё или кромка и ими же убираются случайные перемычки, так и большие детали, для которых больше подходит широкая сторона клина. Конусы со срезанной под различными углами плоскостью также популярны и обладают похожими качествами. Паяльники и станции производства ЮВА чаще всего идут с клиновидными жалами, которыми удобно паять мелкие детали. Другие варианты внешнего исполнения, такие как: игольчатое, вилка, микро-волна, нож, насадка для пайки пластиков, топорик и прочие — как правило удел профессиональных технологий, где их применение серьёзно облегчает, удешевляет и убыстряет процесс пайки. Тем не менее, несмотря на такое разнообразие, выбор лучшей формы или материала, из которого изготовлено жало, скорее следствие личного предпочтения и умения.
Критерии выбора

Дома в хозяйственных целях использовать паяльник приходится довольно редко, поэтому стараются выбирать всего одну модель, но на все случаи жизни. Чаще всего это эпизодические заделки мелких отверстий, пайка сетевых проводов, спайка различных мелких деталей из цинка, железа и меди, ремонт детских игрушек, прогревание закисших шурупов, плавка термоклея. Таким образом, для этого профиля основными критериями оказываются универсальная мощность, подходящая для большинства бытовых применений, минимальная цена, приемлемые размеры.
Хотя большинство электрических соединений может быть осуществлено клеммами, скрутками (с колпачками или без), винтовыми зажимами, гильзами и т.д., паяльник незаменим, когда требуется повышенная надёжность, например из-за последующей труднодоступности или даже невозможности подхода к месту соединения проводов, что бывает при заделки соединений штукатуркой или плиткой.
Этот профиль предполагает, что паяльник приобретается в гараж автолюбителя, а не в автосервис, оказывающий профессиональные услуги (там просто нужно намного больше, чем один универсальный паяльник). Автолюбителю вполне подойдет стандартный паяльник на 60 -100 Вт для пайка проводов, мелких деталей, плавления и склейки многочисленных пластиков, разогрева закисшего крепежа и т.д. Несмотря на то, что в современных автомобилях радиаторы уже не делают из меди, если возникнет необходимость в [url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&p=1&f=150-150]лудильнике, то можно выбрать модель с ещё большей мощностью.
Этот профиль подразумевает, что на рабочем месте инженера уже имеется откалиброванная паяльная станция, термофен, газовый и керамический паяльники, то есть имеются все приборы для пайки широкого набора радиоэлектронных компонентов и требуется лишь дополнительный или запасной инструмент, в том числе для черновых и вспомогательных работ. Если же домашний мастер ментально дорос до ремонта не только личной аппаратуры, то ему стоит присмотреться к одной из паяльных станций.
Следует сказать, что паять можно почти любые металлы и сплавы, в том числе покрытые ржавчиной, окислами и окалиной и т.д., для этого необходимо лишь подобрать соответствующие припои и флюсы. Последние — эта ещё более интересная и обширная тема, которая однако нуждается в более подробном и взвешенном освещении уже в отдельной статье, как, впрочем, и рассказ о припоях.
Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
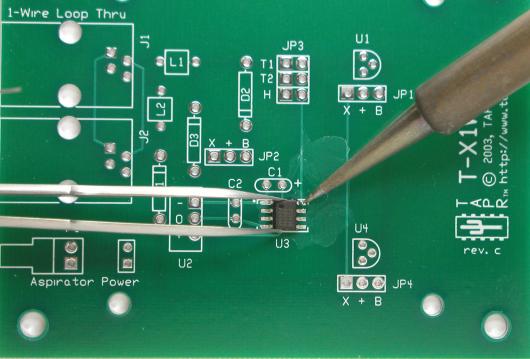
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
-
Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Как правильно паять паяльником с припоем и канифолью
 Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
 Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Originally posted 2018-04-06 09:12:27.